公司動(dòng)態(tài)
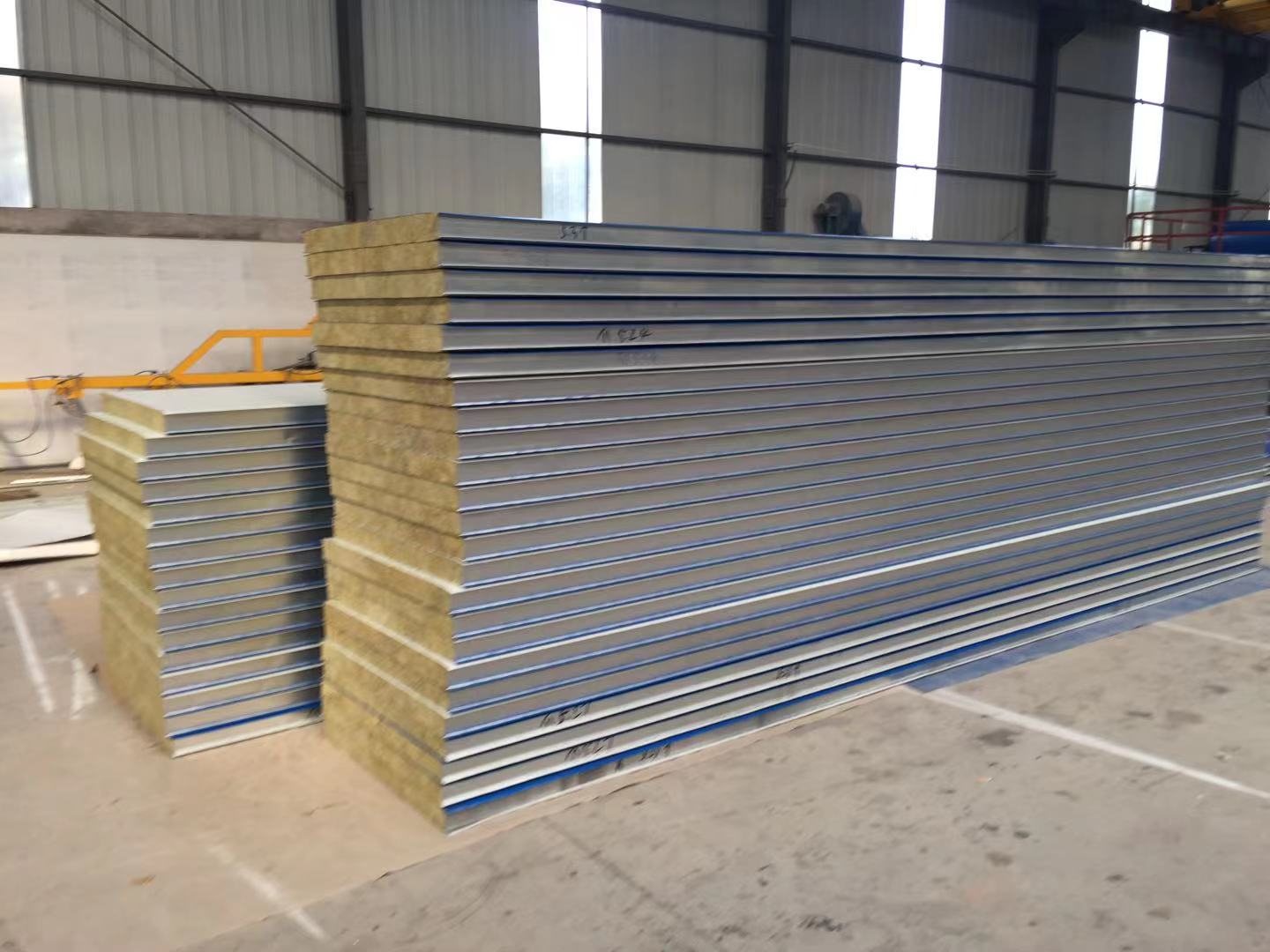
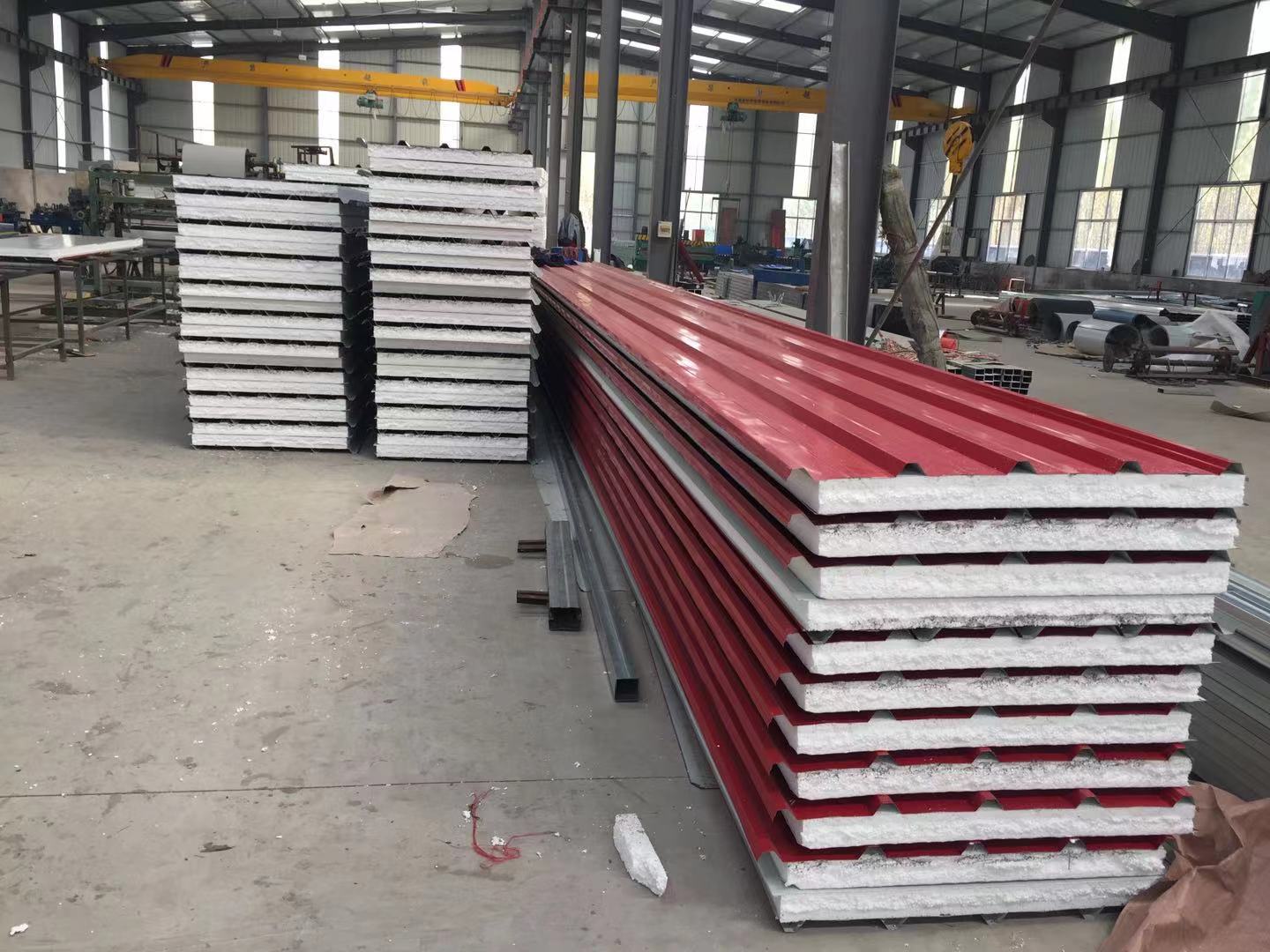
產(chǎn)品推薦
RECOMMEND新聞推薦
NEWS RECOMMENDATION型鋼切割等缺陷產(chǎn)生的原因及控制方法
發(fā)布時(shí)間:2022-07-14 來(lái)源:http://plisse.cn/
熱門產(chǎn)品 / HOT PRODUCT
公司名稱:章丘市鴻祥泰彩鋼瓦有限公司
公司地址:章丘區(qū)圣井街道圣井高科技園飛爾康體育用設(shè)施西鄰
電話:0531-83658718
手機(jī):15866728178 0531-83658718
技術(shù)部:15866728178
售后服務(wù)部:0531-83658718
備案號(hào): 魯ICP備16046051號(hào)-1
 魯公網(wǎng)安備 37018102000503號(hào)
魯公網(wǎng)安備 37018102000503號(hào)